При испытании магнитных частиц используются четыре метода намагничивания:
Метод магнитного полюса (MPM)
 Метод магнитного полюса является одним из наиболее широко используемых методов неразрушающего контроля стальных компонентов. Он широко используется в авиационной, железнодорожной, химической промышленности, при осмотре крупных конструкций, трубопроводов, подводных сооружений, в судостроении, автомобилестроении и многих других отраслях.
Метод магнитного полюса является одним из наиболее широко используемых методов неразрушающего контроля стальных компонентов. Он широко используется в авиационной, железнодорожной, химической промышленности, при осмотре крупных конструкций, трубопроводов, подводных сооружений, в судостроении, автомобилестроении и многих других отраслях.
Масштаб применения метода магнитных частиц обусловлен его высокой производительностью, визуализацией результатов контроля и высокой чувствительностью. Используя соответствующую технологию контроля, этот метод позволяет обнаружить трещины, усталость и другие дефекты на ранних стадиях, когда их обнаружение без специальных мер затруднено или невозможно.
Метод магнитопорошкового контроля предназначен для обнаружения поверхностных и подповерхностных дефектов (глубиной до 1,5 или 2 мм), таких как трещины, волосяные трещины, расслоения, незаваренные стыковые швы, нахлест и т.д.
Сущность магнитопорошкового контроля
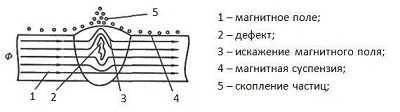 Магнитный поток в бездефектной части объекта не меняет своего направления; если на его пути встречаются участки с меньшей магнитной проницаемостью, например, дефекты в виде несплошности металла (трещины, неметаллические включения и т.п.), часть линий магнитного поля покидает деталь и возвращается к ней, что создает локальные магнитные полюса (N и S) и, соответственно, магнитное поле над дефектом.
Магнитный поток в бездефектной части объекта не меняет своего направления; если на его пути встречаются участки с меньшей магнитной проницаемостью, например, дефекты в виде несплошности металла (трещины, неметаллические включения и т.п.), часть линий магнитного поля покидает деталь и возвращается к ней, что создает локальные магнитные полюса (N и S) и, соответственно, магнитное поле над дефектом.
Поскольку магнитное поле над дефектом неоднородно, на магнитные частицы, попавшие в это поле, действует сила, которая стремится притянуть частицы к месту наибольшей концентрации линий магнитного поля, т.е. к дефекту. Частицы в области дефектного поля намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы, так что они образуют цепочечные структуры, ориентированные вдоль линий магнитного поля.
Наибольшая вероятность обнаружения дефекта достигается, когда плоскость дефекта образует угол 90град. с направлением магнитного поля (магнитного потока). С уменьшением этого угла чувствительность снижается, и при углах значительно меньше 90град дефекты могут быть не обнаружены.
Методы использования индикатора
«Сухой» и «мокрый» методы нанесения индикатора на проверяемый объект. В первом методе для обнаружения дефектов используется сухой ферромагнитный порошок. В мокром методе используется магнитная суспензия, т.е. ферромагнитные частицы, взвешенные в жидкой среде, такой как трансформаторное масло, смесь трансформаторного масла и парафина или смесь обычной воды и антикоррозийных агентов.
Виды намагниченности
Метод испытания магнитных частиц использует четыре типа намагничивания:
- круговой;
- продольный (полярный);
- комбинированный;
- Во вращающемся магнитном поле.
Первые три типа намагниченности являются наиболее распространенными. Для простейших элементов — сплошного цилиндрического стержня или полого цилиндра — формулировка намагниченности может быть следующей.
Круговое намагничивание — это тип намагничивания, при котором магнитное поле компактно внутри элемента, а на концах не образуются магнитные полюса.
Продольное (полюсное) намагничивание — это тип намагничивания, при котором магнитное поле направлено вдоль заготовки, создавая магнитные полюса на концах.
Комбинирование — это когда деталь намагничивается двумя или более противоположными магнитными полями.
Этапы контроля магнитных частиц
Подготовьте деталь к проверке.
Подготовка детали к проверке включает в себя очистку поверхности детали от отслаивающейся ржавчины, грязи, а также жира и масла, если проверка проводится с помощью водной суспензии или сухого порошка. Если поверхность детали темная и на ней плохо виден черный магнитный порошок, деталь иногда покрывают тонким полупрозрачным слоем белой контрастной краски.
 2. намагничивание детали.
2. намагничивание детали.
Намагничивание является одной из самых основных операций контроля. От правильного выбора метода намагничивания, направления и типа тока в значительной степени зависит чувствительность и возможность обнаружения дефекта.
3) Нанесите магнитный индикатор (порошок или суспензию) на поверхность детали.
Оптимальный способ нанесения суспензии — погрузить деталь в емкость, где суспензия хорошо перемешана, а затем медленно извлечь ее из емкости. Однако этот метод не всегда технологически осуществим. Суспензия обычно наносится с помощью шланга или душа. Давление струи должно быть достаточно низким, чтобы магнитный порошок не вымывался из поврежденных участков. Для сухого метода контроля эти требования относятся к давлению воздушного потока, с помощью которого магнитный порошок наносится на деталь. Время, необходимое для стекания дисперсной среды, которая является очень вязкой, с детали, относительно велико, что снижает производительность инспектора.
4. проверка детали. Расшифровка схемы индикатора и разборка.
Инспектор должен осмотреть деталь после стекания основной суспензии, когда рисунок отложения порошка не изменится.
Детали должны проверяться визуально, но в случае сомнений и для определения характера дефектов должны использоваться оптические приборы, тип и увеличение которых должны быть предписаны.
5 Размагничивание и контроль размагничивания. Удаление остатков магнитного индикатора с деталей.
Используются два основных метода размагничивания:
Чувствительность магнитопорошкового метода также зависит от подвижности частиц порошка. Для обеспечения высокой подвижности частиц необходимо использовать порошки с неправильной формой частиц. Они должны обладать низкой коэрцитивной силой и низким остаточным магнетизмом, чтобы избежать «прилипания» к тестируемой поверхности. Подвижность частиц магнитного порошка увеличивается за счет покрытия их пигментом с низким визуальным коэффициентом.
Метод контроля магнитного порошка (магнитопорошковая дефектоскопия)
Магнитопорошковый контроль Он основан на обнаружении локальных магнитных полей рассеяния, возникающих над дефектом, с использованием ферромагнитных частиц в качестве индикаторов.
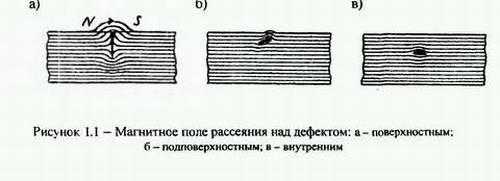
Магнитное поле рассеяния создается над дефектом потому, что в намагниченной детали линии магнитного поля, встречая дефект, огибают его как препятствие с низкой магнитной проницаемостью, так что магнитное поле становится искаженным, отдельные линии магнитного поля перемещаются через дефект на поверхность, покидают деталь и снова входят в нее. По обе стороны от трещины, т.е. на краях дефекта, образуются локальные магнитные полюса N и S, создающие местное магнитное поле рассеяния (рис. 1.1).
Для обнаружения магнитного поля рассеяния на контролируемые участки детали наносится магнитный порошок. Нанесение магнитного порошка на поверхность детали осуществляется двумя методами — «сухим» или «мокрым». Первый метод использует сухой ферромагнитный порошок для обнаружения дефектов. Мокрый метод использует для обнаружения дефектов магнитную суспензию, т.е. взвешенные ферромагнитные частицы в жидкой среде: трансформаторном масле, смеси трансформаторного масла и парафина, смеси обычной воды и антикоррозийного средства.
Магнитное поле рассеяния проявляется в том, что на частицы ферромагнитного порошка действуют пондеромоторные силы этого поля, которые стремятся притянуть эти частицы к точкам наибольшей концентрации линий магнитного поля. В результате ферромагнитные частицы накапливаются над дефектом, образуя узор в виде полос или цепочек. Ширина этих полос частиц обычно намного больше, чем ширина дефекта, поэтому даже самые маленькие трещины, волосяные трещины и другие мелкие дефекты могут быть обнаружены этим методом контроля.
Испытание на магнитные частицы Детали из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40.
Чувствительность метода контроля магнитных частиц зависит от:
— на магнитные характеристики материала детали;
— напряженность намагничивающего поля;
— размер, форма и шероховатость поверхности детали;
— Размер, форма, положение и ориентация дефекта;
— взаимное направление магнитного поля и дефекта
— свойства дефектного материала;
— метод нанесения дефектного материала на поверхность детали
— метод и условия для записи индикаторного рисунка обнаруженного дефекта.
Этот метод позволяет обнаружить недостатки в:
— поверхность с шириной отверстия 0,002 мм или более и глубиной 0,01 мм или более
— подповерхностные, залегающие на глубине до 2 мм;
— внутренние (крупные), залегающие на глубине более 2 мм;
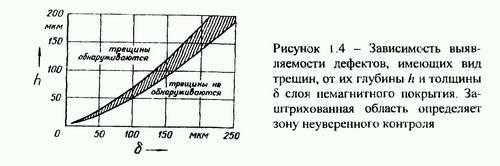
— под различными типами покрытий, но при условии, что толщина немагнитных покрытий не превышает 0,25 мм.
ГОСТ 21105-87 устанавливает три условных уровня чувствительности в зависимости от размера выявляемых поверхностных дефектов (табл. 1.1).
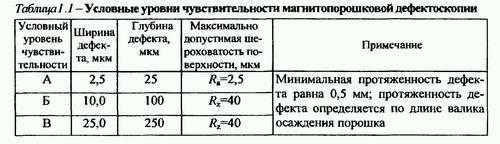
Уровни чувствительности называются условными, поскольку они определены для обычных поверхностных дефектов, имеющих вид трещин с параллельными стенками, перпендикулярными поверхности детали.
Чувствительность метода контроля магнитных частиц в значительной степени зависит от шероховатости поверхности проверяемой детали. Максимальная чувствительность метода может быть получена при испытании деталей с шероховатостью, соответствующей параметру Rа = 1,25. 2,5 мкм. По мере увеличения шероховатости чувствительность метода снижается.
При контроле деталей с повышенной шероховатостью или склонных к глубоким подповерхностным дефектам используется грубый порошок, который наносится на поверхность «сухим» методом.
Чувствительность магнитопорошкового метода также зависит от подвижности частиц порошка. Для обеспечения высокой подвижности частиц необходимо использовать порошки с неправильной формой частиц. Они должны обладать низкой коэрцитивной силой и низкой остаточной намагниченностью, чтобы избежать «прилипания» к контролируемой поверхности. Подвижность частиц магнитного порошка можно повысить, покрыв их малозаметным пигментом.
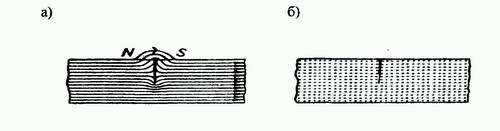
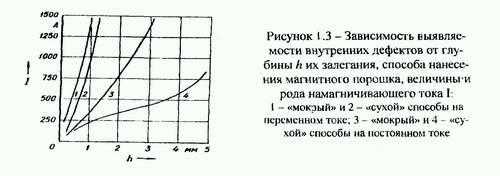
На чувствительность метода также влияет тип намагничивающего тока при обнаружении подповерхностных дефектов. Постоянный ток предпочтительнее, поскольку он создает магнитное поле, проникающее глубоко в деталь (рис. 1.3).
Также важно отметить, что при обнаружении подповерхностных дефектов более высокая чувствительность может быть достигнута при использовании «сухого» метода по сравнению с «мокрым» методом. Для повышения чувствительности «сухого» метода ферромагнитный порошок распыляется в специальном устройстве, а затем впрыскивается непосредственно на проверяемую деталь или в закрытую камеру, где установлена деталь. Метод нанесения ферромагнитного порошка на поверхность детали также может быть осуществлен с помощью специальной воронки, в которой магнитный порошок находится во взвешенном состоянии. В этом процессе намагниченная деталь погружается в сыпучий порошок, а затем медленно извлекается для расшифровки полученного индикаторного рисунка.
Более высокая чувствительность метода магнитного порошка по сравнению с методом магнитной суспензии обусловлена следующими факторами
— высокая подвижность ферромагнитных частиц, взвешенных в воздухе, обусловленная малыми силами трения, действующими на частицы в этой среде (движение частиц в воздухе требует гораздо меньших усилий, чем их движение в вязкой среде магнитной взвеси)
— Отсутствие гидродинамических эффектов потока суспензии при нанесении на деталь или поверхностного натяжения жидкости при извлечении детали из емкости с суспензией;
— Магнитные частицы образуют тонкие цепочки ферромагнитных частиц, которые более чувствительны к магнитным полям рассеяния, чем одиночные частицы.
Перед проверкой компонента методом магнитопорошкового контроля в каждом конкретном случае следует выбрать следующее
— метод испытания (в приложенном поле или по остаточной намагниченности)
— тип и способ намагничивания (продольное, круговое или комбинированное)
— вид намагничивающего тока
— напряженность намагничивающего поля
— вид порошка и способ его нанесения на поверхность контролируемой детали.
Магнитопорошковый метод обнаружения дефектов основан на обнаружении локальных магнитных полей рассеяния, генерируемых над дефектами. Дефекты, диагностируемые этим методом: несквозные кольца, поры, трещины, волосовины, флоккуляция и другие (дефекты с шириной раскрытия до нескольких мкм на глубине 1-2 мм).
Этапы метода контроля магнитных частиц:
- Подготовьте деталь к проверке. Для этого необходимо очистить поверхность проверяемой детали от грязи, ржавчины и различных смазочных материалов. Если поверхность детали темная (что может затруднить распознавание) — наносится тонкий слой контрастной белой краски.
- Намагничивание детали. Это один из основных этапов проверки. Правильный выбор метода намагничивания, направления и типа намагничивания, а также вида тока в значительной степени определяют чувствительность и возможность обнаружения дефектов.
- Применение магнитного маркера. В зависимости от метода применения (сухой или мокрый метод измерения) используется сухой порошок или суспензия (смеси воды с антикоррозионными веществами, смеси трансформаторного масла с парафином или в трансформаторном масле).
- Осмотр проверяемого объекта. Изучение рисунка индикатора. Детали осматриваются визуально, в некоторых случаях могут использоваться оптические приборы с 10-кратным увеличением.
Преимущества магнитопорошкового контроля:
- Расходные материалы (порошок, суспензия и т.д.) могут быть собраны и повторно использованы — Низкая стоимость расходных материалов
- Низкие требования к качеству покрытия
- Малые усилия и достаточно высокая скорость измерения
Недостатки магнитопорошкового контроля
- Ограничения для получения надежных результатов (наибольшая вероятность обнаружения дефекта достигается, когда плоскость дефекта образует угол 90 градусов с направлением магнитного потока. С уменьшением этого угла чувствительность метода снижается, и для углов значительно меньше 90 градусов дефекты могут быть не обнаружены)
- большое влияние состояния поверхностного слоя металла испытуемого объекта (так называемые «закаленные зоны», в которых напряжения могут превышать напряжения в основном металле в тысячи раз)
- Неоднородные магнитные свойства металла
- Снижение чувствительности метода при толщине покрытия более 100-150 мкм — выявляются дефекты не менее 0,15 мм
- Обнаружение преимущественно поверхностных дефектов или дефектов с минимальной площадью базовой поверхности.
Оборудование для контроля магнитных частиц
Основным оборудованием, используемым для магнитопорошкового контроля, являются детекторы магнитных частиц (портативные и стационарные), портативные электромагниты и расходные материалы (спреи, концентраты и суспензии).
Последовательность операций одинакова для всех сварных швов. Метод магнитных частиц регламентирован в стандарте. Последовательность операций:
Методы применения индикаторов
Для тестирования магнитных частиц используются сухие, мокрые и пастообразные индикаторы. Сухая представляет собой смесь мелких металлических опилок и наносится на поверхность в ее естественном состоянии, без добавления жидкостей.
Сухой метод обнаружения дефектов эффективен для обнаружения поверхностных дефектов, шлаковых включений или подповерхностных дефектов. Железная окалина, баббит, магнетит и другие намагничивающиеся материалы используются для производства индикаторов магнитных частиц. Поле в свариваемом компоненте создается U-образным электромагнитом, подключенным к источнику постоянного или переменного тока силой от 300 до 600 ампер. Ферромагнитная смесь наносится из аэрозольной упаковки, рассеивается через сито и направляется воздуходувкой.
В мокрых индикаторах намагничивающиеся частицы остаются во взвешенном состоянии. Они добавляются:
- в воде с добавлением антикоррозийных агентов;
- раствор жидкого мыла;
- парафин;
- трансформаторное масло;
- Специальный концентрат на основе полимеров.
Для обнаружения дефектов в композициях используется несколько методов:
- кистью;
- путем погружения в суспензию;
- путем разбрызгивания жидкости на тестируемую поверхность.
Метод мокрой дефектоскопии используется для обнаружения поверхностных дефектов сварных швов.
WDM выполняется строго в соответствии с технологическими инструкциями (картой) и руководствами, соответствующими отрасли и предприятию. К такой нормативно-технической документации относятся, например, ГОСТ Р 56512-2015, ГОСТ Р ИСО 10893-5-2016 и другие. Помимо самой методологии, нормативно-техническая документация содержит подробные инструкции по типам и характеристикам недопустимых дефектов.
Основные процедуры магнитопорошкового тестирования
MFL проводится в строгом соответствии с технологическими инструкциями (картами) и руководящими документами, относящимися к отрасли и заводу. К такой нормативно-технической документации относятся, например, ГОСТ Р 56512-2015, ГОСТ Р ИСО 10893-5-2016 и др. Помимо самой методологии, НТД содержат подробные инструкции по типам и характеристикам недопустимых дефектов.
- Подготовка. Изучите технический паспорт, выберите индикаторные материалы и оборудование, убедитесь в правильности метрологии. Определите характер намагниченности, способ, тип и величину тока. Убедитесь, что зона контроля (20 мм зоны шва с каждой стороны сварного шва) чистая. Проверьте шероховатость с помощью сертифицированных образцов или профилографов. При необходимости разделите периметр на участки по 300-500 мм или отметьте начальную точку и прикрепите измерительную ленту. Непосредственно перед проверкой протрите поверхность чистой сухой тканью и убедитесь, что на ОК нет остатков ворса или других препятствий для магнитного порошка. Если используется суспензия на водной основе, OC необходимо предварительно высушить. Работоспособность намагничивающего устройства и магнитного порошка должна быть проверена с использованием сертифицированных образцов для испытаний. Для получения более контрастного рисунка индикатора на поверхность может быть нанесена белая фоновая краска (толщиной до 20 мкм).
- Намагничивание. Для обнаружения поверхностных дефектов необходим переменный или импульсный ток. Постоянный и выпрямленный ток эффективен как для поверхностных, так и для подповерхностных слоев (в пределах 2 мм). Для предотвращения местного нагрева и возникновения ожогов СПМ намагничивание рекомендуется проводить в прерывистом режиме «ток-пауза» (5-6 циклов длительностью 0,1-3 с, длительность перерывов — от 1 до 5 с). Намагничивание осуществляется поочередно в двух взаимно перпендикулярных направлениях, регулируя расстояние между полюсами в пределах 70-250 мм. Чтобы обеспечить 100% контроль всей площади, не забывайте о незаметной зоне, до 20 мм, возле столбов.
- Использование индикатора. Это должно охватывать всю проверяемую область, включая труднодоступные углубления, глухие отверстия, пазы и т.д. При использовании аэрозольных баллонов следите за тем, чтобы между соплом и поверхностью сохранялось расстояние 200-300 мм. Дайте избытку шлама стечь из УО перед проведением проверки.
- Инспекция. Этот этап магнитопорошкового контроля выполняется после стекания избыточного индикатора. Обнаруженные аномалии тщательно проверяются с использованием оптические инструменты и приборов. Стационарные системы используют автоматизированные системы для интерпретации паттернов индикаторов. При ручном контроле степень и координаты дефектов измеряются с помощью линейки, квадрата и штангенциркуля, изготовленных из немагнитных материалов. Тип дефекта можно определить по рисунку трассировки. Тонкие вытянутые линии указывают на плоскостные дефекты, округлые узоры — на объемные поры, включения и пустоты. Если осаждение порошка не имеет четких контуров, это является косвенным признаком подповерхностного несовершенства. В зависимости от требований чувствительности для освещения рабочей зоны выбирается комбинация газоразрядных и галогенных ламп. Для предотвращения бликов предпочтительно использовать светильники с рассеивателями и отражателями. Важно, чтобы интенсивность света можно было контролировать. Для работы с флуоресцентными индикаторами используются источники ультрафиолетового света площадью 2000 мкВт/см² и выше с длиной волны 315-400 нм.
- Запись результатов магнитопорошкового контроля. Прежде всего, должны быть сделаны соответствующие записи в отчете (рапорте или акте) и в журнале учета. Описание и диаграмма могут сопровождаться дефектограммами — фотографией или отпечатком (напечатанным на клейкой ленте) рисунка индикатора. Места обнаруженных дефектов также могут быть показаны на эскизе ОК. Файлы можно переносить на компьютер и дублировать на USB-накопитель. Если того требуют инструкции, пометьте соответствующие места и выявленные дефекты — непосредственно на поверхности объекта.
- Размагничивание. Остаточная намагниченность должна быть удалена, так как она может привести к накоплению продуктов износа, помешать правильной работе электрического оборудования и отрицательно повлиять на последующую обработку продукта.

НАЦИОНАЛЬНЫЙ СТАНДАРТ P 56512-2015
3 Термины и определения
В настоящем стандарте используются следующие термины с соответствующими определениями:
3.1 дефект (дефект): любое единичное несоответствие изделия установленным требованиям.
3.2 дефект поверхности (Подповерхностная несплошность: дефект, простирающийся по всей поверхности объекта проверки.
3.3 подповерхностный разрыв (Приповерхностный разрыв: дефект, который находится близко к поверхности объекта проверки и не распространяется вглубь поверхности объекта проверки.
3.4 дефектограмма (magnetogram; magnetic seismogram; magnetically recorded seismogram): изображение ориентировочной картины дефектов в материале объекта или образца, записанное на фотографии, слое лака, клейкой ленте или другом носителе.
3.5 устройство для измерения напряженности магнитного поля (Прибор для измерения напряженности магнитного поля: Магнитный прибор со шкалой, градуированной в единицах магнитного поля.
3.6 индикация дефектов (Указание на дефект; пиктографическое представление дефекта: узор, образованный магнитным порошком на поверхности объекта контроля в месте расположения дефекта, приблизительно схожий с формой дефекта на поверхности объекта контроля.
3.7 кабель (Кабель: одна или несколько нитей, изолированный гибкий проводник, который обматывается вокруг объекта контроля для его намагничивания или размагничивания в продольном или тороидальном направлении.
3.8 пробный образец (sample; specimen: специальный предмет или единица изделия с естественными или искусственными дефектами в виде сплошности или другой неоднородности материала известных размеров, предназначенный для проверки работоспособности средств МПК путем обнаружения этих дефектов при данной методике контроля и для работы по определению порога чувствительности процесса МПК.
3.9 КОРОТКАЯ ЧАСТЬ (Короткая деталь: деталь с эквивалентным отношением длины к диаметру менее трех.
3.10 принудительная сила (Коэрцитивная сила: напряженность магнитного поля, необходимая для изменения магнитной индукции от остаточной индукции до нуля.
3.11 Коэффициент чувствительности магнитных индикаторов: Относительная интегральная скорость обнаружения магнитных суспензий и порошков, определяемая специализированным прибором как отношение минимальной напряженности магнитного поля, принятой за 1, к минимальной напряженности поля, при которой обнаруживается дефект при использовании данной магнитной суспензии или порошка.
3.12 Ложный (мнимый) дефект [Ложный (мнимый) дефект: отложение порошка, внешне идентичное следам индикаторного дефекта, но не являющееся дефектом.
3.13 флуоресцентный магнитный порошок (Флуоресцентные магнитные частицы: магнитный порошок с частицами, покрытыми люминофорами, которые не оставляют листьев.
3.14 магнитный порошок (Магнитные частицы: ферромагнитный порошок, который используется в качестве индикатора магнитного поля рассеяния.
3.15 магнитно-мягкий материал (Мягкий магнитный материал: магнитный материал с коэрцитивной индуктивностью 4 кА/м или менее.
3.16 метод контроля магнитных частиц (Неразрушающий контроль магнитными частицами; контроль магнитными частицами: метод неразрушающего контроля, основанный на обнаружении магнитных дисперсионных полей над дефектом, с использованием ферромагнитного порошка или магнитной суспензии в качестве индикатора.
3.17 Магнитотвердый материал (Твердый магнитный материал: магнитный материал с коэрцитивной силой не менее 4 кА/м.
3.18 нормальная составляющая напряженности магнитного поля [Нормальная составляющая (перпендикулярная) напряженность магнитного поля: напряженность магнитного поля, перпендикулярная исследуемому объекту.
3.19 остаточное магнитное поле (Остаточное магнитное поле: магнитное поле, создаваемое в пространстве ферромагнитным материалом объекта проверки как следствие его намагниченности при удалении внешнего магнитного поля.
3.20 остаточная намагниченность объекта контроля; остаточная плотность магнитного потока (remanent magnetisation; remanence; retentivity): намагниченность (индукция), которую имеет объект управления после удаления внешнего магнитного поля.
3.21 эффективная площадь намагничивания (Эффективная область намагничивания: намагниченная область, в которой тангенциальная составляющая магнитного поля достаточна для точных измерений, а отношение нормальной к тангенциальной составляющей магнитного поля меньше или равно 3.
3.22 приложенное магнитное поле (Прикладное магнитное поле: внешнее магнитное поле, обычно более сильное, чем магнитное поле Земли, в котором измеряется объект или его часть во время магнитопорошкового исследования.
3.23 поле рассеяния дефектов; поле рассеяния (поле утечки потока; магнитная дисперсия): одна из составляющих магнитного поля дефекта, вызванная изменением направления магнитного потока в материале объекта контроля вследствие локального изменения магнитной проницаемости материала в области дефекта.
Читайте далее:- Магнитный метод контроля сварных швов: типы, технология, детекторы дефектов.
- 1 Понятие электромагнитного поля и его различные проявления. Материальность — Работа в школе.
- Ферромагнетики⚠️: примеры, применение, свойства.
- Электромагнитные замки: преимущества, принципы работы и особенности использования.
- Многоликий протон.
- Электрический заряд и элементарные частицы. Закон сохранения заряда.
- Индикатор напряжения. Типы и применение. Эксплуатация и применение.