Аноды (противоэлектроды). В процессе осаждения аноды изготавливаются из осаждаемого или нерастворимого металла — нержавеющей стали, титана, свинца. В случае получения оксидов (анодирование) сама деталь выступает в качестве анода, а противоэлектроды к ней — катоды, обычно изготавливаются из свинца и его сплавов.
Цинкование для начинающих простыми словами

В этой статье мы постараемся описать «Гальванику» как можно более кратко и просто. Мы не будем углубляться в инженерные термины — на эту тему уже написано достаточно экспертных статей. Для тех, кто лучше знаком с темой или хочет узнать о ней больше, будут даны ссылки.
При нанесении покрытия очень важно помнить о совместимости материалов. Все металлы в сварных швах корродируют. В некоторых случаях этот процесс происходит с низкой скоростью. Однако есть материалы, которые нельзя комбинировать.
Оцинковка: назначение, виды, применение

Гальванизация — это электрохимический процесс, в котором участвуют электролит, электрический ток, два электрода и обрабатываемый объект. Металлический слой не просто наносится на поверхность, а проникает на молекулярном уровне в основу детали.
Гальваническое покрытие требует, чтобы заготовка была идеально чистой. Для очистки и обезжиривания поверхности можно использовать специальные органические растворители, не вызывающие коррозии.

Для этой цели подходит, например, очиститель металла MODENGY. Он подходит для удаления всех типов загрязнений, таких как нефтепродукты, силикон, минеральные и синтетические масла, консерванты, адсорбированные газовые пленки и влага. Средство быстро испаряется и не оставляет остатков.
В большинстве случаев достаточно очистить и обезжирить поверхности, чтобы подготовить их к нанесению гальванического покрытия. Также возможна пескоструйная обработка, а затем шлифовка специальными пастами и наждачной бумагой.
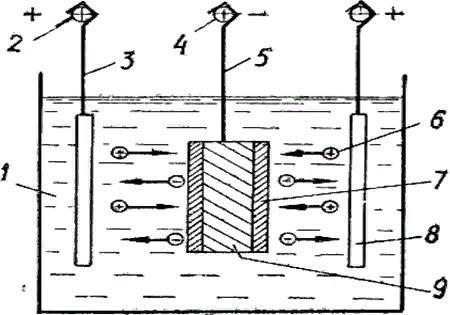
Давайте рассмотрим сам процесс нанесения покрытия. Подготовленный объект погружают в раствор электролита и прикладывают отрицательный заряд, который превращает объект в катод. В электролите также находится специальная металлическая пластина, которая впоследствии становится покрытием. Это анод. При подаче электрического тока металл с анода растворяется в растворе и переносится на отрицательно заряженный катод, которым является заготовка. Таким образом, на поверхностях образуется ровный тонкий слой гальванического покрытия.
Этот метод гальванизации называется анодной гальванизацией. При возникновении коррозии сначала разрушается само покрытие, а металл под ним сохраняет свою целостность в течение длительного времени.
Существует и другой метод — катодное напыление. Он используется гораздо реже, поскольку при нарушении защитного слоя разрушение находящегося под ним металла происходит более интенсивно из-за самой технологии нанесения.

Среда, используемая для перемещения металла от анода к катоду, является электролитом. Он содержится в специальных резервуарах, объем которых зависит от производственной задачи.
Крупные предметы подвешиваются в объемных резервуарах. Мелкие предметы покрываются в барабанах, где отрицательным зарядом является сам барабан, который вращается в электролите. Для очень маленьких заготовок используются ванны колокольного типа, которые медленно вращаются во время работы, чтобы заготовки покрывались равномерно.
Плотность тока в электролите играет важную роль. Это влияет на структуру формируемого слоя. Этот показатель измеряется как отношение силы тока к единице поверхности заготовки.
Если плотность тока слишком низкая, осадок вообще не образуется; если плотность тока слишком высокая, количество осадка превысит допустимую норму, что отрицательно скажется на качестве покрытия. По этой причине это значение необходимо постоянно контролировать во время нанесения гальванического покрытия.
Толщина готового гальванического покрытия может варьироваться от 6 до 20 микрон. Это зависит от свойств материалов, участвующих в процессе нанесения покрытия. Адгезия металлического покрытия к подложке определяется специальными испытаниями.
При нанесении гальванического покрытия очень важно помнить о совместимости материалов. Все металлы в сварных швах корродируют. В некоторых случаях этот процесс происходит с низкой скоростью. Однако есть материалы, которые невозможно соединить.
Например, с алюминием и его сплавами довольно трудно работать, поскольку их поверхность покрыта оксидным слоем, затрудняющим нанесение гальванических покрытий.
Для гальванизации алюминия можно использовать следующие комбинации материалов:
Специальные: используются для улучшения определенных свойств поверхности, таких как стойкость к истиранию и твердость, электроизоляция, магнитные свойства
Совместимость с металлами
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях подвержены коррозии. В некоторых случаях этот процесс затягивается. Однако есть материалы, которые вообще не следует совмещать.
Работа с алюминием и его сплавами сопряжена с определенными трудностями. Это связано с тем, что на поверхности этих материалов имеется оксидный слой, который затрудняет гальванизацию.
В случае алюминия могут использоваться следующие комбинации материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Также допускается оцинковка и латунирование алюминия.
Это процесс внедрения хрома на поверхность металла с помощью электролита под воздействием электричества. Это делает продукт устойчивым к коррозии в агрессивной среде. Твердость поверхностного слоя увеличивается. Обработанные детали используются во многих отраслях промышленности.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это самый трудоемкий процесс. Если на поверхности металла есть жир, заусенцы или пыль, качество цинкования будет низким. Эти детали следует обрабатывать вручную или с помощью пескоструйной обработки. В случае остатков жира их следует обработать химическим раствором.
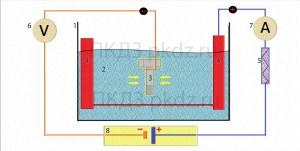
- Сам процесс гальванизации. Электролит заливается в ванну, в которую помещаются 2 анода и компонент, подлежащий покрытию. Электролит нагревается специальным устройством до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы проходят через электролит и оседают на отрицательно заряженной заготовке, образуя поверхностный слой. Продолжительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет желаемого значения.
- После нанесения гальванического покрытия заготовки должны пройти дополнительную обработку. Это включает в себя осветление, пассивирование или смазывание поверхности. Для этого детали погружают в специальный раствор, содержащий реагенты. В результате получится поверхностный слой толщиной 1 мм.
В следующей таблице приведен обзор совместимости гальванических пар.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Нет данных | + |
| Олово | — | Пайка | — | Пайка | Пайка | Нет данных | + | + | + | Нет данных | + |
| Свинцово-оловянный сплав | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Нет данных | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Нет данных | Нет данных | Нет данных | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Многие люди сталкивались с оцинкованной посудой и бытовой техникой. Цинкование — самый дешевый и надежный способ защиты бытовых металлических изделий от влаги. Серебро также часто используется в качестве декоративного слоя. Серебро используется для покрытия столовых приборов и других предметов сервировки стола.
Гальваническое покрытие
Гальваническое покрытие — это покрытие, наносимое на металлическое изделие методом электролиза для улучшения его свойств и придания ему характеристик металла, из которого невозможно (или дорого) изготовить изделие. Он был обнаружен в 19 веке, а точнее в 1838 году. Этот метод нанесения покрытия был открыт российским физиком Борисом Якоби. В ходе своих экспериментов он заметил, что металлы под воздействием электрического тока при пропускании через раствор соли или воды распадаются на разноименно заряженные ионы — в зависимости от заряда они осаждаются на катоде или аноде.

По сути, это электрохимический процесс, в результате которого на изделии образуется тонкое металлическое покрытие толщиной в несколько микрон. Это покрытие может иметь защитную или декоративную функцию, или же оно может быть как защитным, так и декоративным. Цели нанесения металлического покрытия могут быть самыми разными. Наиболее распространенными являются
— Нанесение покрытий для улучшения защитных свойств продукта. Например, оцинковка изделий из черных металлов для улучшения их антикоррозионной функции. То же самое относится и к хромированию — для улучшения его защитной и декоративной функции.
Давайте рассмотрим процесс нанесения покрытия более подробно.
Процесс нанесения покрытия состоит из следующих этапов:
1. подготовка заготовки.
Один из важнейших этапов гальванического покрытия изделия. Жир, пыль и другие загрязнения удаляются с поверхности заготовки с помощью химического раствора. Кроме того, заготовка должна иметь минимально возможную шероховатость. Для этого окалина, заусенцы и предыдущие покрытия (например, краска) удаляются с заготовки вручную или с помощью специального пескоструйного аппарата. Если пренебречь этапом подготовки, качество гальванизации будет низким. По статистике, около 70% брака вызвано плохой подготовкой заготовки.
Приготовление электролита необходимого состава.
Состав может меняться в зависимости от материала заготовки и производственной задачи. В некоторых случаях для выполнения поставленной задачи необходимо провести несколько гальванических процессов, и каждый раз последовательно менять раствор электролита. При необходимости раствор электролита может быть дополнительно нагрет с помощью нагревательного устройства.
3. погружение.
Два анода, подключенные к положительному контакту источника постоянного тока, погружены в раствор. Заготовка, подключенная к отрицательному контакту источника питания, погружается в раствор и помещается между анодами. Через образовавшуюся электрическую цепь пропускается постоянный ток. Положительно заряженные частицы металла, осаждаемые током, начинают осаждаться на заготовке, которая в этой цепи является катодом, или отрицательно заряженным элементом. Плотность тока, проходящего через электролитический раствор, имеет большое значение. Его плотность определяет толщину покрытия, которая варьируется от 6 до 20 микрон.
4) формирование слоя нужного металла на заготовке.
Толщина гальванического слоя должна обсуждаться заранее, так как от этого зависит как качество получаемого изделия, так и стоимость гальванических работ.
5. промывка готового продукта и сушка горячим воздухом.

При нанесении покрытия необходимо учитывать совместимость материалов. Например, при работе с алюминием и его сплавами возникают некоторые трудности, поскольку на них имеется оксидный слой. Плотность тока, проходящего через электролитический раствор, очень важна. Толщина покрытия зависит от его плотности, которая варьируется от 6 до 20 микрон. Толщина слоя оцинковки должна быть согласована заранее, поскольку она влияет как на качество конечного продукта, так и на стоимость работ по оцинковке.
Гальванические применения
Во многих областях требуется гальваническое покрытие:
— Строительство:
Металлические изделия, металлические конструкции и крепежные элементы покрываются цинком. Также используется в качестве декоративного покрытия: хромирование, латунирование, меднение и другие покрытия цветных металлов.
— Машиностроение:
В этой области гальванотехника, являющаяся неотъемлемой частью промышленности, находит свое самое полное применение. Нашими основными заказчиками цинкования являются различные конструкторские бюро, опытные заводы, механические мастерские и небольшие цеха. Мы часто наносим покрытие на аппаратуру, различные компоненты, узлы, корпуса, шестерни, оси и другие детали. Часто эти организации требуют, чтобы их продукция имела покрытие: цинковое, кадмиевое, хромовое, никелевое, анодированное, пузырчатое, фосфатированное и т.д.
— Радиотехника и электроника:
Для улучшения электропроводности на радиокомпоненты часто наносят покрытия: серебряное, золотое, медное и другие, а также для защиты от внешних электронных воздействий. Различные контакты, держатели, штыри для печатных плат покрываются для улучшения паяемости такими покрытиями: олово-висмут, Gore.PIC, оловянно-свинцовый и другие припои.
— Аэрокосмическая и ракетная техника:
Аэрокосмическая промышленность является наиболее консервативной, когда речь идет об использовании проверенных материалов и покрытий. Покрытия, часто требуемые производителями самолетов, — это анодирование и редкие и дорогие покрытия, такие как кадмирование с хроматированием или фосфатированием. Анодирование необходимо, поскольку дюралюминий и титановые сплавы часто используются в авиации. А кадмиевое покрытие необходимо из-за его повышенной коррозионной стойкости в агрессивных средах. Другие покрытия также необходимы, но в меньшей степени.
— Изготовление ювелирных изделий:
При изготовлении ювелирных изделий из драгоценных металлов часто возникает вопрос о стоимости изделия или физических свойствах ювелирных изделий. Именно здесь на помощь приходит гальваническое покрытие. Гораздо дешевле и проще производить ювелирные изделия из недорогих металлов с высокими физическими свойствами (таких как медь, латунь, бронза, сталь), а затем покрывать их золотом или серебром. Украшения с покрытием выглядят красиво и сохраняют свои свойства при контакте с кожей человека. Помимо ювелирных изделий, гальваническое покрытие пользуется большим успехом в производстве сувениров, церковных икон, монет, значков и других предметов, где важен внешний вид и где необходимо подчеркнуть ценность изделия.
— Производство посуды:
Многие люди сталкивались с гальваническим покрытием посуды и бытовой техники. Оцинковка — самый дешевый и надежный способ защиты бытовых металлических изделий от влаги. Серебро также часто используется в качестве декоративного слоя. Серебро используется для покрытия столовых приборов и других столовых предметов.
— Крепежные элементы:
Крепеж и другие металлические изделия являются наиболее универсальным видом металлопродукции и используются во всех областях производства. В зависимости от металла, из которого изготовлен крепеж, и области применения, используются все типы покрытий. Наиболее часто используемым гальваническим покрытием является цинк (обозначение на крепежных изделиях 013, 016, 019, 0112). Болты, гайки, шайбы, винты, шпильки, штифты, кольца и другие крепежные элементы прослужат гораздо дольше с соответствующим покрытием.
— Нефтегазовая промышленность:
Крепежные детали с кадмиевым покрытием используются при строительстве морских нефтегазовых платформ, а для эксплуатации платформ кадмиевое покрытие наносится на другие опорные конструкции и агрегатные изделия. Помимо платформ, кадмиевое покрытие также используется при строительстве нефте- и газопроводов.
— и многие другие отрасли.
Виды гальванических покрытий:
— Хромирование

| Обозначение на чертежах: | Chr, Chr.mol, Chr.black, Cr. |
| Цвет: | Серебристый, серый, белый, черный. |
| Особенности: | Защитный, повышает твердость поверхности, блеск |
| Специальные возможности: | Плохое проникновение в покрытие. Для покрытия крупных компонентов необходимо установить дополнительные аноды. |
Электролитическое насыщение поверхности металлических предметов хромом (X.tv9). Благодаря гальваническому покрытию поверхности хромом деталь становится более износостойкой и лучше защищена от коррозии. Хром придает деталям характерный блеск и поэтому часто используется в декоративных целях.
— Гальванизация

| Обозначение на чертежах: | Ts, Ts.chr, Ts.phos, Ts.bsv, Ts.ni, Zn |
| Цвет: | Серебряный, золотой, синий, радужный, черный |
| Свойства: | Защита от коррозии, внешний вид |
| Специальные возможности: | Самый распространенный и дешевый метод защиты металлов от коррозии |
В настоящее время оцинковка является наиболее распространенной и дешевой формой защитного покрытия от коррозии металлов и металлических изделий. Особенно широко он используется для защиты крепежа.
— Медная пластинка

| Идентификация на чертежах: | M, Cu |
| Цвет: | Розовый |
| Свойства: | Электропроводность, пластичность, поглощение искр |
| Специальные возможности: | Часто покрывается слоем никеля, очень быстро окисляется |
Медные покрытия очень пластичны, электропроводны и обладают хорошей адгезией к другим металлам. Медное покрытие может использоваться самостоятельно или в качестве базового слоя для других видов покрытия. Медное покрытие также широко используется в декоративных целях.
— Кадмиевое покрытие

| Идентификация на чертежах: | Cd, Cd.chr, Cd.fos, Cd.fos.ox.prm |
| Цвет: | Золотой, радужный, хаки, серый, темно-серый |
| Свойства: | Защита от коррозии в морском и тропическом климате |
| Специальные возможности: | Вредное производство, гораздо лучше защищает от коррозии, чем цинк |
Это процедура нанесения электролитического кадмиевого покрытия на поверхность металлических изделий для защиты от коррозии. Цианистый кадмий применяется для высокоуглеродистых, инструментальных и нержавеющих сталей, а аммонийный кадмий — для высокопрочных сталей. Для повышения защитных свойств кадмия используется дополнительная обработка хроматом (с хроматной пассивацией). В отличие от цинковых покрытий, кадмиевое покрытие наносится на детали, используемые в более агрессивных средах в следующих отраслях промышленности: аэрокосмической, судостроительной и военной. Кадмий более устойчив к воздействию кислот и солей и идеально подходит для деталей и крепежа, используемых в морской воде и тропическом климате.
— Анодирование

| Обозначение на чертежах: | An.ox.cr, An.ox.ncr, An.ox.cr, An.ox.bzv, An.ox.black. |
| Цвет: | Цвет зависит от красителя. Зеленый, черный, красный, серый. |
| Особенности: | Защита от коррозии, придает привлекательный товарный вид, цвет |
| Специальные возможности: | Нанесение покрытий на дюралюминий и титановые сплавы |
Нанесение оксидных покрытий на алюминиевые и титановые сплавы. Образующиеся оксидные слои имеют толщину от 5 до 25 мкм и надежно защищают изделие от коррозии. Этот процесс также может быть использован в декоративных целях. Качество анодирования можно проверить следующим образом: на деталь, на которую нанесено защитное покрытие (анодирование), наносится линия, проведенная химическим карандашом. Если линия не смывается под проточной водой, значит, анодирование выполнено правильно.
— Электрополировка

| Обозначение на чертежах: | Е.П. |
| Цвет: | Очистить |
| Особенности: | Глянцевый, товарный вид. |
| Специальные возможности: | Только нержавеющие стали (пример: 12X18H10T). |
Он используется для увеличения срока службы режущих инструментов. Этот процесс используется для заточки, направления и доводки инструмента. Его проводят в холодных или горячих смесях сильных кислот, таких как ортофосфорная, серная и хромовая. Электрополировка не может полностью заменить механическую обработку, но, комбинируя их, можно не только добиться требуемого качества обработки, но и значительно снизить затраты на полировку. Основным преимуществом этого метода является обработка сложных поверхностей: внутренних поверхностей цилиндрических заготовок. Однако усталостная прочность повышается непосредственно при механической обработке, а при электрополировке снижается за счет уменьшения поверхностного натяжения.
— Никелирование

| Символ на рисунках: | H, Ni |
| Цвет: | Серебристый, серый |
| Свойства: | Глянец, товарный вид, служит в качестве грунтовки для других покрытий |
| Специальные возможности: | Относительно высокая стоимость обслуживания |
Никелевое покрытие защищает изделия из меди, алюминия и стали от коррозии и воздействия агрессивных сред: кислот, солей и высоких температур. Никелированные изделия имеют характерный декоративный блеск, который придает изделию законченный вид.
— Фосфатирование

| Обозначение на чертежах: | Фосфатирование. Chem.phos.prm, Chem.ox.prm, Chem.phos.p |
| Цвет: | Серый |
| Свойства: | Защита от коррозии |
| Специальные возможности: | Часто покрыты цинком и кадмием |
Повышает износостойкость, защищает от коррозии и увеличивает твердость изделия.
— Никель без электролитического покрытия

| Обозначение на чертежах: | Chem.N |
| Цвет: | Серый, серебристый |
| Свойства: | Защита от коррозии, блеск, привлекательный внешний вид, служит грунтовкой для других покрытий. |
| Специальные возможности: | Хорошая проникающая способность, можно наносить покрытие на детали со сложной геометрией |
Нанесение тонкого слоя оксида никеля для защиты от кислот и щелочей. Никель также придает продукту блеск и антикоррозийные свойства.
— Химическое окисление с промасливанием (Chem.Oxidation/Prm)

| Обозначение на чертежах: | Chem.Ox.prm, Chem.Ox.prm, Chem.Ox.p, волдыри, почернение |
| Цвет: | Черный, темно-серый, серый |
| Особенности: | Защита от коррозии. |
| Специальные возможности: | Покрытие толщиной до 3 микрон |
Синяя отделка придает металлическим деталям красивый серый, темно-серый или черный вид. Химическое оксидирование — это простой и практичный способ продлить срок службы деталей и крепежа.
— Химическая пассивация (Chem.Pass)
| Обозначение на чертежах: | Chem.Pass. |
| Цвет: | Бесцветный |
| Свойства: | Защита от коррозии |
| Специальные возможности: | Покрытие только для нержавеющей стали и латуни |
Эта обработка применяется к нержавеющей стали и латуни для защиты металлов от агрессивных сред.
— Олово-висмут (O-Vi)

| Обозначение на чертежах: | O-Vi, |
| Цвет: | Серый |
| Свойства: | Сплав припоя для пайки, электропроводность |
| Специальные возможности: | Быстрая потеря паяльных свойств |
Он обладает хорошей паяемостью и сохраняет эти свойства в течение длительного периода времени без дополнительного плавления или использования кислотных флюсов при длительном хранении. Именно сочетание олова и висмута значительно снижает риск образования нитей. Помимо этих свойств, оловянно-висмутовое покрытие обеспечивает хорошую свариваемость, как между деталями из одного сплава, так и между деталями из других сплавов. Детали, покрытые оловом-висмутом, обладают хорошей пластичностью к пластической деформации, поэтому их можно штамповать, резать, прессовать и т.д.
— Золотое/серебряное покрытие

| Обозначение на чертежах: | Z, Zl, S, Sr, Au, Ag. |
| Цвет: | Золото, серебро |
| Свойства: | Защита от коррозии, улучшает электропроводность, внешний вид |
| Специальные возможности: | Драгоценные металлы, высокая стоимость |
В основном используется в ювелирном деле, радиоэлектронике и электротехнике. Придает отражающие свойства, улучшает проводимость, повышает твердость и защищает от некоторых агрессивных сред. Придает продукту эстетичный внешний вид.
— Гальваническая латунь

| Обозначение на чертежах: | L, Lat |
| Цвет: | Золото, желтый |
| Свойства: | Электропроводность, пластичность, внешний вид |
| Специальные возможности: | Придает изделиям красивый внешний вид. |
Защищает металлы от коррозии, а также улучшает сцепление металлических деталей с резиновыми.
— Планирование
| Обозначение на чертежах: | Pl |
| Цвет: | Серый, серебристый |
| Особенности: | Защита от коррозии, улучшает электропроводность, внешний вид |
| Специальные возможности: | Драгоценные металлы, высокая стоимость. |
Используется для улучшения и поддержания проводимости контактов, а также для повышения износо- и коррозионной стойкости. Платинированные изделия еще больше улучшают отражающую способность.

Вы можете посмотреть фотографии наших работ и задать вопросы на этом аккаунте в instagram.
В последних двух случаях для создания более толстого слоя металлических отложений используется гальваника — гальваническое покрытие серебром, золотом или их имитацией. Гальваника «нашла свой путь» в никелировании, меднении, хромировании, оловянировании, покрытии пластмасс и камня, в производстве сувениров, везде, где требуется электрохимическое покрытие механически стабильным металлом или другим материалом.
Виды гальванизации
Хромирование
Слой хрома наносится на стальные винты, оси, датчики и т.д. для получения повышенной твердости и увеличения коррозионной стойкости к таким металлам, как медь и никель. Часто можно увидеть тройной тулуп: медь в качестве основы, затем никель и затем хром. Они также используются в качестве декоративного покрытия.

Цинковое покрытие
Цинк не только устойчив к атмосферным воздействиям, но и в качестве анодного металла обеспечивает деталям повышенную механическую и электрохимическую защиту. Оцинковка может быть глянцевой, как в случае с хромом, или иметь матовую поверхность, что не влияет на ее устойчивость к загрязнению и коррозии.

Гальванизация или наст
Так называется гальваническое покрытие «слабых» металлов железом. Например, медь. Детали и компоненты, изготовленные из этого красного металла, очень быстро изнашиваются. Гальваническое покрытие придает им твердость стали и серебристо-яркое железное покрытие, которое не ржавеет.
Гальванизация алюминиевых сплавов
Гальванизация этих сплавов позволяет объединить множество ценных свойств алюминия и покрытия. Сочетание меди, никеля и хрома гальванизирует алюминий в защитных и декоративных целях. Для антифрикционных свойств деталей машин (втулок, подшипников и т.д.) используется сочетание меди, никеля и хрома. деталей, работающих в условиях скольжения) используется гальваническое покрытие свинцом и оловом или оловом и медью.
Чтобы ускорить пайку алюминиевых деталей, гальваническое покрытие следует лудить или серебрить. Латунь — для склеивания алюминия с резиной (горячее прессование). Алюминиевые детали с резьбой должны быть оцинкованы для предотвращения заедания. Алюминий + сталь или медь — кадмий.
Гальванизация
Это единственный гальванический процесс, в котором используется переменный, а не постоянный ток. Ритуал офорта (процесс нанесения маркировки на предмет) можно легко выполнить в домашних условиях. Вам понадобится гальваническая ванна (любая подходящая пластиковая емкость), трансформатор, который может понизить ток до 6 В, 2 медные и железные пластины и 2 металлических стержня.
Процесс травления осуществляется следующим образом:
- Слегка нагрейте пластины и покройте их тонким слоем воска или парафина. Нарисуйте любой рисунок на поверхности воска.
- Повесьте пластины «друг напротив друга» на стержни на расстоянии 1,5-2 см.
- Налейте раствор обычной поваренной соли (2-3 столовые ложки на 1 литр воды) в пластиковый контейнер и приложите напряжение.
- Через 40 минут выключите электричество, снимите пластины, вымойте и осторожно нагрейте до температуры, при которой воск можно легко соскоблить без соскабливания.
Теперь мы имеем возможность увидеть вытравленный рисунок пластин, который является точной копией рисунка, сделанного ранее. Конечно, это не аэрография на кузове вашего любимого автомобиля, но вы наверняка сможете вытравить собственный рисунок на лезвии охотничьего ножа!
Сегодня без гальванического покрытия не обойтись. Возможно серебрение, золочение, покрытие родием поврежденных или поцарапанных серег, колец и кулонов. Вырезы и отверстия заполняются, а поверхности деталей и кузовов автомобилей сглаживаются. В магазинах сантехники мы любуемся блестящими смесителями, выбираем хромированные трубы и покупаем позолоченные столовые приборы. А все потому, что практически в каждой отрасли принят метод Бориса-Морица-Якоба-Германа.
Читайте далее:- Что такое электродный потенциал; Школа для инженеров-электриков: электротехника и электроника.
- Подвижные контактные материалы 1.
- Марки припоев, состав и свойства, применение: От чего зависит выбор?.
- Типы эмиссии электронов.
- Электрический ток в электролитах.
- Какой металл лучше всего проводит электричество? 7 букв, первая буква С — кроссворды и сканворды.
- Гальванические элементы — устройство, принцип действия, виды и основные характеристики; Сайт для электриков — статьи, советы, примеры, схемы.